
Радиусная гибка металла — один из ключевых процессов в металлообработке, позволяющий придавать заготовкам заданную криволинейную форму. Эта технология широко применяется в автомобилестроении, авиации, судостроении и других отраслях, где требуются детали сложной геометрии. В статье рассмотрим, как выполняется радиусная гибка, какие методы и оборудование используются, а также особенности процесса.
1. Суть и виды радиусной гибки металла
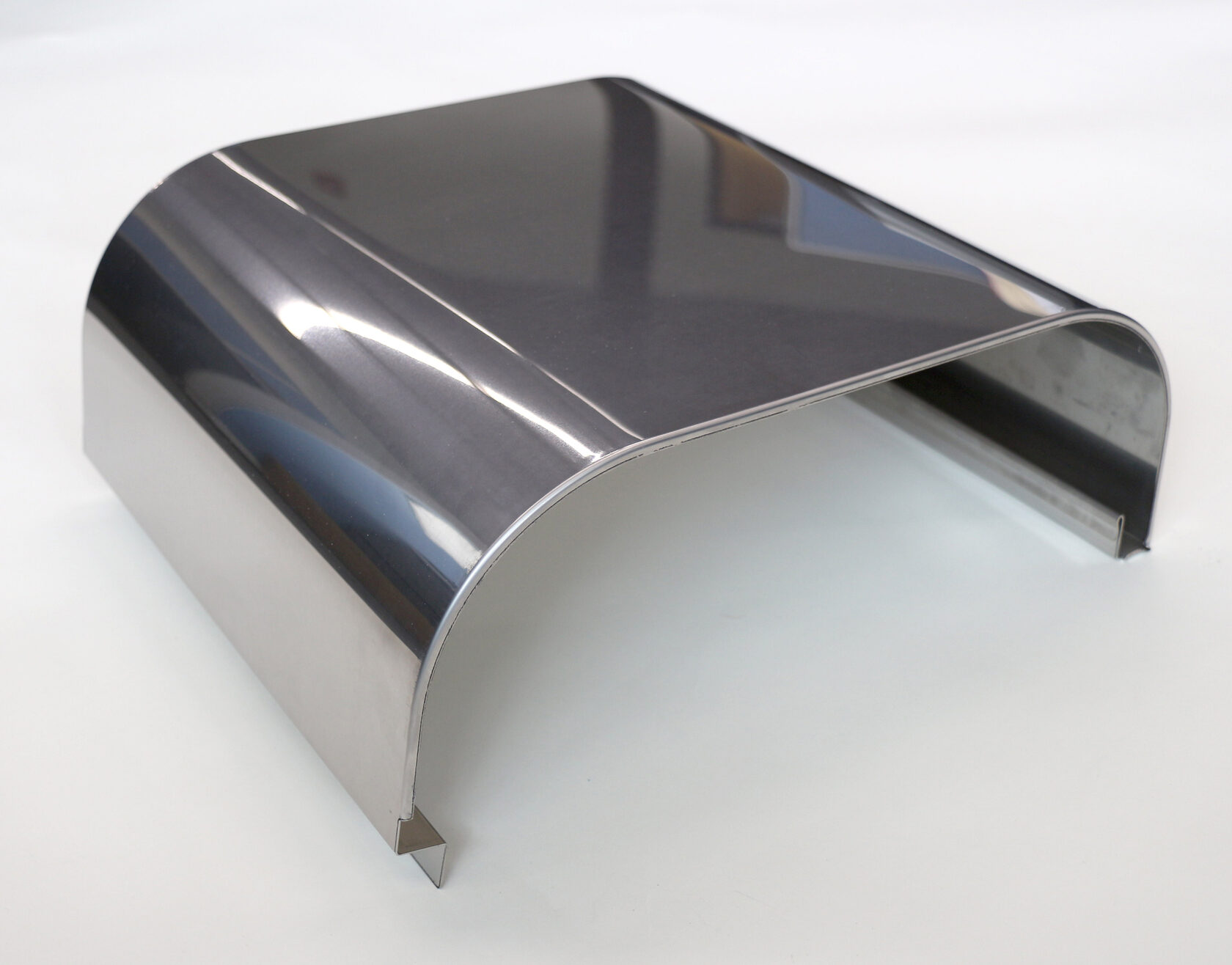
Радиусная гибка — это процесс деформации металлической заготовки под действием внешних сил, в результате которого она приобретает изогнутую форму с заданным радиусом. В отличие от прямой гибки, где угол изгиба чётко определён, радиусная гибка позволяет создавать плавные переходы и криволинейные поверхности.
Основные виды радиусной гибки:
– Холодная гибка — выполняется без предварительного нагрева металла, подходит для тонколистовых материалов (до 6 мм).
– Горячая гибка — используется для толстых заготовок (свыше 6 мм) или высокопрочных сплавов, где требуется нагрев для снижения сопротивления деформации.
– Гибка с растяжением — применяется для получения сложных профилей с минимальной пружинностью (например, в авиастроении).
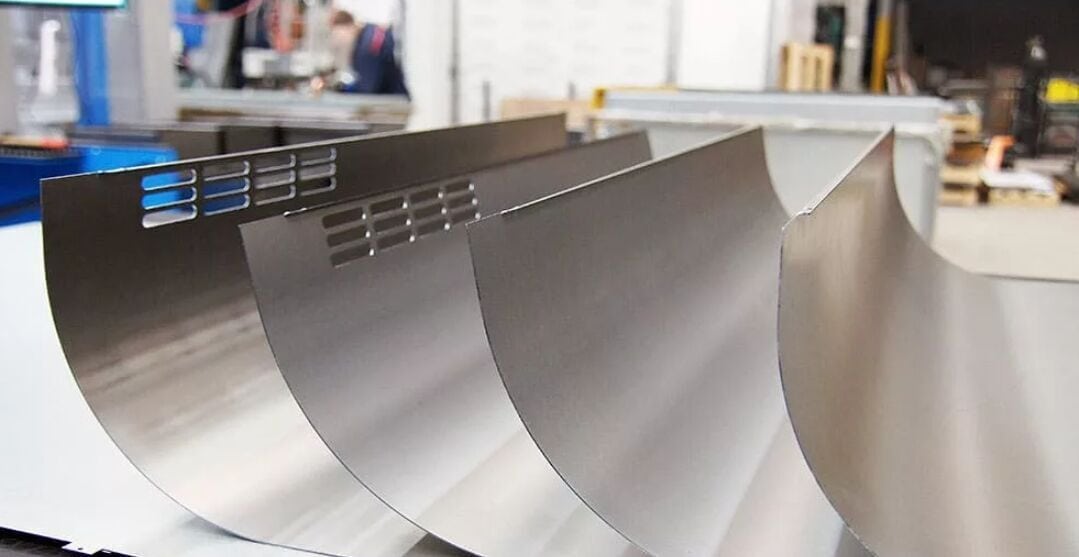
– Роликовая гибка — используется для изготовления цилиндрических и конических деталей (труб, обечаек).
2. Оборудование для радиусной гибки
Выбор оборудования зависит от типа металла, толщины заготовки и требуемого радиуса изгиба www.stroykomproekt.ru. Рассмотрим основные виды станков и приспособлений.
1. Прессы с гибочными штампами
– Гидравлические прессы — обеспечивают высокое усилие и точность, подходят для серийного производства.
– Механические прессы — используются для массового выпуска деталей с фиксированным радиусом.
– Пневматические прессы — применяются для тонколистового металла и небольших партий.
Особенности:
– Используются специальные штампы (пуансон и матрица) с радиусными поверхностями.
– Позволяют добиться высокой повторяемости формы.
2. Роликовые гибочные машины (вальцы)
– Трёхроликовые вальцы — наиболее распространённый вариант для гибки листов и труб.
– Четырёхроликовые вальцы — обеспечивают более точное позиционирование заготовки и используются для сложных профилей.
Применение:
– Изготовление цилиндрических и конических деталей (корпуса резервуаров, воздуховоды).
– Гибка труб и профилей с большим радиусом.
3. Профилегибочные станки
– Используются для гибки длинномерных профилей (швеллеров, уголков, труб).
– Обеспечивают высокую производительность и точность.
Примеры деталей:
– Каркасы теплиц и ангаров.
– Элементы мебели и строительных конструкций.
3. Технологический процесс радиусной гибки
Этап 1: Подготовка заготовки
– Резка металла — заготовка вырезается по заданным размерам (лазером, гильотиной или плазмой).
– Очистка поверхности — удаление окалины, ржавчины и загрязнений для предотвращения дефектов.
– Разметка — нанесение линий гиба и контрольных точек.
Этап 2: Выбор метода и настройка оборудования
– Определяется радиус гибки, угол и необходимое усилие.
– Подбираются оснастка (штампы, ролики) и режимы обработки (скорость, температура при горячей гибке).
– Для горячей гибки заготовка нагревается до определённой температуры (например, для стали — 800–1000 °C).
Этап 3: Непосредственная гибка
– Холодная гибка:
– Заготовка устанавливается в штамп или между роликами.
– Прикладывается усилие, и металл деформируется до заданного радиуса.
– Горячая гибка:
– Нагретая заготовка помещается в штамп или на оправку.
– Производится изгиб с учётом усадки металла после остывания.
Этап 4: Контроль качества
– Визуальный осмотр — проверка на трещины, складки и другие дефекты.
– Измерение радиуса — с помощью шаблонов или координатно-измерительных машин (КИМ).
– Проверка геометрии — контроль соответствия чертежам.
4. Особенности и сложности процесса
1. Пружинение металла
После гибки металл стремится вернуться в исходное состояние (эффект пружинения). Для компенсации:
– Используются штампы с меньшим радиусом, чем требуется.
– Применяется перегиб на 5–15° больше заданного угла.
2. Выбор радиуса гибки
Минимальный радиус зависит от:
– Толщины и типа металла (например, для алюминия — от 1,5 до 3 толщин листа).
– Направления гибки относительно волокон материала.
3. Дефекты при гибке
– Трещины — возникают при превышении предела прочности (особенно у хрупких металлов).
– Складки — появляются при недостаточном радиусе или неправильной оснастке.
– Искажение формы — возможно при неравномерном распределении усилия.
5. Применение радиусной гибки в отраслях
Автомобилестроение
– Кузовные детали (крылья, капоты, двери).
– Элементы выхлопных систем и рамы.
Авиация и космос
– Обшивка fuselage (фюзеляжа).
– Детали крыльев и шасси.
Строительство
– Металлоконструкции (арки, фермы, лестницы).
– Фасадные элементы и кровля.
Мебельная промышленность
– Каркасы стульев, столешниц и полок.
– Декоративные элементы.
Радиусная гибка металла — это высокотехнологичный процесс, требующий точного расчёта параметров, правильного выбора оборудования и оснастки. От качества выполнения гибки зависит прочность и надёжность готовых деталей, поэтому важно учитывать свойства материала, возможные дефекты и методы их устранения. Современные технологии, такие как компьютерное моделирование и автоматизированные гибочные комплексы, позволяют добиваться высокой точности и повторяемости результатов, что делает радиусную гибку востребованной в различных отраслях промышленности.